


TGK20系列數控深孔刮削滾光機床
所屬分類:
關 鍵 詞:
TGK20系列數控深孔刮削滾光機床
咨詢熱線:
TGK20系列數控深孔刮削滾光機床
鏜孔滾光機又叫鏜孔滾壓機、刮削滾光機、油缸刮削滾光機等,用歐洲先進的鏜孔,滾壓復合加工工藝,往復一次即可完成鏜孔滾壓功能。加工精度可達到IT8級,表面粗糙度可達到Ra005-0.2μm。主要用于液壓油缸內孔精加工,該設備與傳統的珩磨機相比具有低噪音、無污染的優勢,并可大大節省勞動力成本,加工效率高。比老的鏜孔+滾壓或鏜孔+珩磨可節省加工時間達80-90%。設備型號:3米,6米,9米, 12米(加工長度)--博奧刮削滾光機
加工能力:具備對缸筒內孔實現粗鏜,半精鏜,精鏜和滾壓一次性加工完成。生產效率大大提高,是傳統珩磨加工方法的10倍以上。達到缸筒內壁的鏡面效果(Ra=0.03um~0.2um)--博奧刮削滾光機
刮膛滾光機、深孔刮膛,效率比普通深孔和絎磨高5-8倍。它是專業制造液壓油缸的加工設備,這是一個深孔技術上的改革、技術上的又一突破技術難題。它是把普通深孔用2-3次守序才能完成的工作,一次性的干完了。他把粗鏜與精鏜溶于一體,利用推鏜一次完成粗精鏜,在鏜完后利用退刀的時機同時完成滾壓這道手續。滾壓加工,使工件粗糙度達Ra0.4。可以替代普通深孔和絎磨。深孔加工滾壓技術是一種無切削加工,通過屬性變形使內控表面達到工件要求的表面粗糙度滾壓的幾大優勢:
1、提高表面粗糙度,粗糙度基本能達到Ra≤0.08µm左右。
2、修正圓度,橢圓度可≤0.01mm。同軸度≤0.06mm/M,
3、提高表面硬度,使受力變形消除,硬度提高HV≥4°
4、加工后有殘余應力層,提高疲勞強度提高30%。--博奧刮削滾光機
通過滾光刀具在工件表面上的滾光和旋轉,可將不平整處壓平,同時將多余材料擠進間隙。由此可產生塑性變形。通過整個表面附近材料層的流動,達到平整效果,加工速度由加工材料和所需要的表面規格決定。
特點及優點:
1) 表面質量達到Rz<1μm
2) 極高的尺寸穩定性 ,公差等級為 IT8
3) 裝配面加工安全快速且成本低廉
4) 僅使用一道工序
5) 滾光后表面更堅硬更耐磨
6) 非切削加工,噪音低
7) 刀具簡單,無多余成本
8) 幾乎無需冷卻,可與各種冷卻系統配套使用
9) 適應非常快且可以安全生產
10) 非常高的承重比率 (達到 90 %)
11) 與磨削,珩磨或研磨相比,非常經濟。
12) 可以放置在各種傳統和數控機床上使用。
13) 表面硬化介于 5 % - 10 %。
14) 處理時間短。
15) 使用壽命長。可以提高滑動零件的壽命,油壓、氣壓缸的O型圈及襯墊等密封材料有樹脂和金屬。密封材料要與缸體發生磨擦,所以密封材料應與金屬有好的順應性,以及在保持密封性的同時不因磨擦而產生磨耗。由磨削加工及噴丸加工后的斷面曲線形成凸起部分,這個凸起部分會顯著磨損密封材料。而滾壓加工是將凸起部分進行碾壓,從而形成光滑的平面,與密封材料的接觸流暢,明顯減少了棒狀滑動及磨耗,因此廣泛用于汽車制動缸、油氣壓缸、閥體及緩沖器等制造領域。--博奧刮削滾光機
|
技術參數 |
TGK20 |
|
加工直徑范圍 |
Φ40-Φ200mm |
|
加工深度范圍 |
1-12m |
|
機床導軌寬度 |
650mm |
|
主軸中心高度 |
350mm |
|
主軸轉速范圍、級數 |
120~1000r/min(4檔 無級) |
|
主電機 |
30kW(變頻) |
|
進給速度范圍 |
5-3000mm/min (無級) |
|
刀具進給拖板快速移動速度 |
3m/min |
|
夾持工件直徑范圍 |
Φ40-Φ300mm |
|
進給電機 |
36Nm |
|
冷卻泵電機 |
N=5.5Kw(三組) |
|
液壓泵電機 |
1.5kW,n=1440r/min |
|
冷卻系統額定壓力 |
2.5MPa |
|
冷卻系統流量 |
100L/min、200L/min、200L/min |
|
數控系統 |
SIEMENS808 |
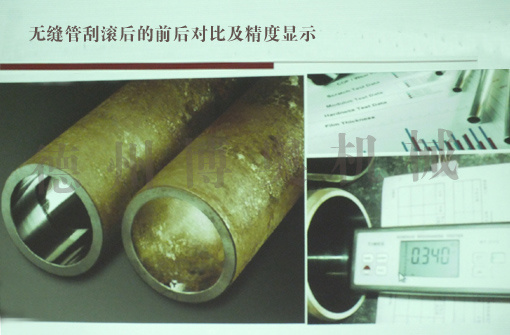
無縫管刮滾后的前后對比及精度顯示(如下圖所示)
客戶留言


? 2022 德州博奧機械有限公司